
Posted on 12 Dec 2018
Due to its location on the river Rhine and the close proximity to the Black Forest, BSW attracts close attention from local environmental authorities. Beside the governmental regulations the offgas system has to meet the specifc requirements of BSW, considering high production rate and cost efciency.
Therefore, the Fluid Dynamic Model (FDM) was chosen to optimise the offgas system and meltshop ventilation.
Offgas System at BSW
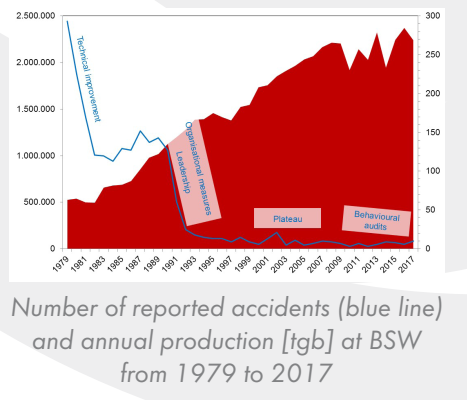
Since its establishment in 1968 and even more since the participation in the EcoAudit according to European Union regulation in 1997, BSW assures an eco-friendly and ecological coexistence with its environment. In parallel, the substantial increase in production over the years shows that highly productive steelmaking and environmental compliance are not a contradiction but continuous adaptation and optimisation of the offgas system as a precondition.
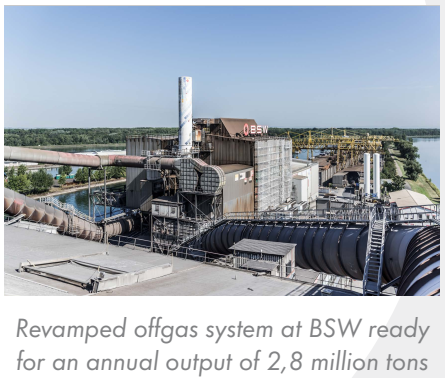
Along with the approved production permit for 2,8 million tons, Bender Corporation, the subsidiary of BSE, investigated in detail the performance of the emission control system in order to optimise the utilisation of the baghouse, ductwork, cooling system
and building evacuation capacity. Among other conventional methods a Fluid Dynamic Model study was executed in order to determine the necessary modifcation to the building and the required flow rates for proper building ventilation, followed by a Conceptual Engineering
project.
The revamped offgas system was commissioned in January 2014 and continuously provides satisfactory evacuation for two EAFs’ primary emission control systems, the meltshop building, two ladle furnaces, the ladle preparation stands, and the casting aisle without major delays or errors.
Fluid Dynamic Model
The ventilation of an EAF meltshop, where several heat and dust sources contribute to the in-plant environment, is complex and makes it difcult to predict the required exhaust capacity. The ventilation in the BSW meltshop bay is influenced by various parameters that are partly interdependent.
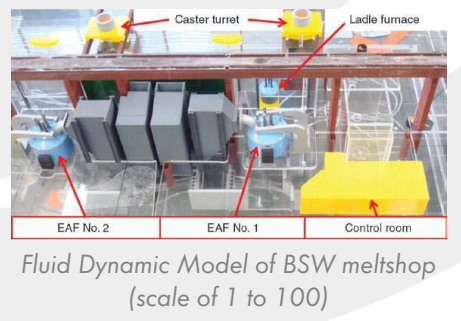
The frst task of the FDM was to simulate the existing situation. From this basis, it was possible to optimise the geometry of the canopy hood, determine the necessary flow rates, identify locations for separating walls and show the necessity of local exhaust hoods above the furnaces for the future production of 2,8 million tons. Eleven tests were executed to determine the optimum system confguration and operation parameters, giving valuable results e.g. for modifcation of the roof exhaust and installation of a partition wall between the furnaces.
As for the new production permit, the roof ventilators above the casters were closed and seven separate tests with the focus on the casting aisle were executed, giving further information about optimum flow rates.



